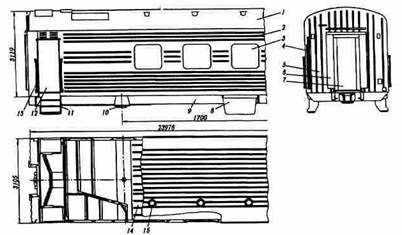
Рамы вагонов рисунок

Вы точно человек?
Размещение и крепление грузов в крытых вагонах. Размещение и крепление непакетированных грузов в таре ящичного типа деревянные, полимерные ящики, коробки из гофрированного или плоского склеенного картона, ящичные поддоны и др. Ящики размещают несколькими ярусами по высоте по всей длине и ширине вагона рисунок
 - фото - картинки и рисунки: скачать бесплатно")


 - Результаты поездных испытаний тележки")


 - фото - картинки и рисунки: скачать бесплатно")


Предназначено для проверки перекоса кузова грузового и пассажирского вагонов в местах погрузки грузовых вагонов и формирования пассажирских поездов, в пунктах коммерческого и технического осмотра вагонов на станциях. Перед применением устройства вагон необходимо установить на ровный участок пути, рельсы которого находятся на одном уровне. Перекос кузова вагонов определяется следующим образом: устройство прикладывается боковой стороной к кузову вагона рисунок 4 или его угловой стойке, при этом стрелка 2 укажет на шкале 3 перекос кузова, который не должен превышать:. Шкворневые балки сварены из двух вертикальных листов толщиной 8 мм и двух горизонтальных листов толщиной 10 мм; верхние листы удлинены для сварки с боковинами. В местах установки пятников и скользунов установлены ребра жесткости. На шкворневых балках имеются отверстия для шкворня пятниковых опор, соединяющих кузов с тележками.
 УАЗ 452 салона правое")










Боковые рамы перед ремонтом и дефектацией очищают от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия, обмывают в моечной машине, осматривают на возможность обнаружения трещин, отколов и износов. Особо тщательное внимание уделяют зонам А и Б, указанным на рисунке 1. Рисунок 1 — Схема осмотра боковой рамы. При капитальном и деповском ремонтах допускается под вагон подкатывать тележки с боковыми рамами, с установленными износостойкими элементами по проекту М Оставшийся срок службы боковых рам должен быть не менее чем до следующего капитального или деповского ремонта вагона соответственно.